电镀污水处理
电镀/重金属污水处理工艺

污水来源
电镀工艺种类繁多、工艺复杂,废水水质相差较大,但共同特征是均含重金属离子、酸、碱等污染物。电镀是将金属通过电解方法镀到制品表面的过程,常用的镀种有镀镍、镀铜、镀铬、镀锌等,其电镀工艺大体相同,在电镀过程中,除油、酸洗和电镀等操作之后,都用水清洗;电镀废水来源于电镀生产过程中的镀件清洗、镀液过滤、废镀液、渗漏及地面冲洗等,其中镀件清洗水占80%以上。
处理工艺概述
电镀废水是将金属通过电解方法镀到制品表面的过程,其电镀工艺大体相同。工艺分为酸洗和电镀等操作。电镀废水来源于电镀生产过程中的镀件酸洗,镀液过滤,废镀液,渗漏及冲洗等。电镀行业废水水质复杂,废水中含有、铬、铁、锌、等重金属离子,及酸碱等具有很大毒性的有害物质,该行业废水具有以下特点。
1、成分复杂,污染物可分为无机污染物及有机污染物两大类;
2、废水毒性大,含有大量的重金属离子。若不经处理直接排放会对周围水体造成极大污染。
我公司针对该类污水的特性,结合现有成熟的污水处理工艺,处理该类废水主要采用化学沉淀法进行处理。
出水标准及处理工艺
化学沉淀法
可以达到<电镀污染物排放标准>( GB21900-2008 )行业排放标准。
项目 | 废水水质(mg/L) | 监测位置 |
CODcr | ≤80 | 废水处理设备排放口 |
总锌 | ≤1.5 | 废水处理设备排放口 |
总铁 | ≤3 | 废水处理设备排放口 |
总铬 | ≤1.0 | 废水处理设备排放口 |
总镍 | ≤0.5 | 废水处理设备排放口 |
石油类 | ≤3.0 | 废水处理设备排放口 |
pH | 6-9 | 废水处理设备排放口 |
NH3-N | ≤15 | 废水处理设备排放口 |
总磷 | ≤1.0 | 废水处理设备排放口 |
总氰 | ≤0.3 | 废水处理设备排放口 |
悬浮物 | ≤50 | 废水处理设备排放口 |
氟化物 | ≤10 | 废水处理设备排放口 |
工艺简介
化学沉淀法
1、化学沉淀处理法由收集池、PH调节池、前处理一体化机、压滤机及超滤和活性炭吸附组成。经过处理后,污水可以达到最新电镀污水的行业排放标准。
2、收集池主要起到收集污水,均衡水质的目的。
3、污水在pH调节池加药搅拌后,在前处理一体机中加PAC加药搅拌和PAM加药搅拌将杂质和沉淀的金属离子进行絮凝处理并排放到污泥池。pH加药搅拌,调节pH,让Zn、Fe等重金属离子形成絮凝,方便后续工艺去除。PAC、PAM加药搅拌混凝去除COD,并进一步去除Zn、Fe等重金属离子。
4、沉淀后的污泥通过压滤机进行脱水处理,压出的水回流到PH调节池。产生的滤渣运至垃圾填埋场进行填埋。
5、后处理工序由超滤和活性炭吸附组成。超滤进一步去除废水中的SS悬浮物,并降低COD;活性碳吸附,进一步去除废水中还可能残留的Zn、Fe等重金属离子,确保废水排放达到国家最新电镀废水排放标准。
工艺流程说明
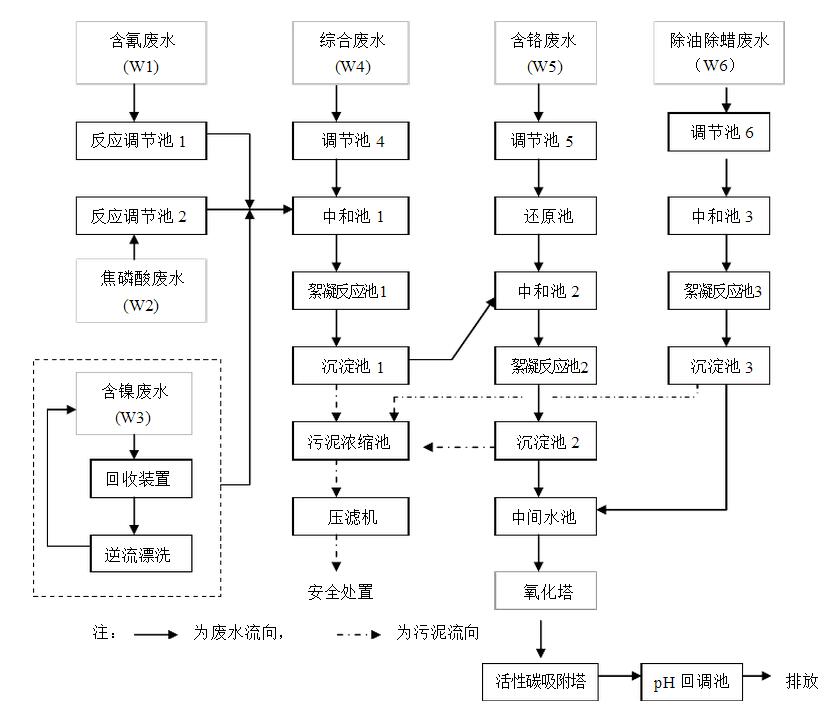
1、含氰废水(W1)自车间自流入反应调节池1,在碱性条件下(pH≥10.5)加入NaCLO氧化,采用间歇处理的方式:进水-反应-排水,总停留时间为1天,可有效去除氰化配合物,处理后的废水与W2、W3、W4合并处理;
2、焦磷酸废水(W2)自车间自流入反应调节池2,在酸性条件下(pH3~3.5)加入NaCLO氧化,采用间歇处理的方式:进水-反应-排水,总停留时间为1天,可有效去除焦磷酸、化学镍等络合物,处理后的废水与W1、W3、W4合并处理;
3、含镍废水(W3)在车间通过槽边回收装置进行回收,出水可回用于清洗槽,回收的副产品可产生较高的经济效益。回收系统外排水与W1、W2、W4合并处理;
4、综合废水(W4) 自车间自流入调节池4,经泵提升与来自W1、W2、W3预处理后废水混合进入中和池1,加碱搅拌调节PH值至10.5~11,然后进入絮凝反应池1,加入PAC、PAM,絮凝反应后进入沉淀池1,出水进入中和池2,与含铬废水合并处理;
5、含铬废水(W5)自车间自流入调节池5,用提升泵泵入还原池,加入焦亚硫酸钠还原六价铬,然后与来自W4的废水一起流入中和池2,调节pH8.5~9.0,然后经絮凝反应池2和沉淀池2,出水进入中间水池;
6、除油除蜡废水(W6)自车间自流入调节池6,用提升泵泵入中和池3,加入碱和铁盐,搅拌调节PH值至8.5~9,然后进入絮凝反应池3,加入PAM,混凝反应后进入沉淀3,出水与来自W5的废水一起进入中间水池;
7、中间水池废水经水泵提升后进入氧化塔,通入臭氧接触反应,使有机物矿化分解为二氧化碳或者降解为小分子物质,再经过活性碳吸附过滤,出水经pH调整后排放。
其他镀锌/重金属污水处理设备
 |  |  |
| 机械式过滤器 | 沉淀池 | 气浮过滤一体机 |
关注度:2533
上一篇:往前没有了
下一篇:养殖污水处理工艺
相关产品
- 电镀/重金属污水处理工艺2016/8/3
- 养殖污水处理工艺2016/7/14
- 酸洗废水处理工艺2016/7/9
- 纺织印染废水处理工艺2016/7/7
- 塑料清洗废水处理工艺2016/7/7
- 家禽,牲畜屠宰污水处理工艺2016/4/7